社交网络




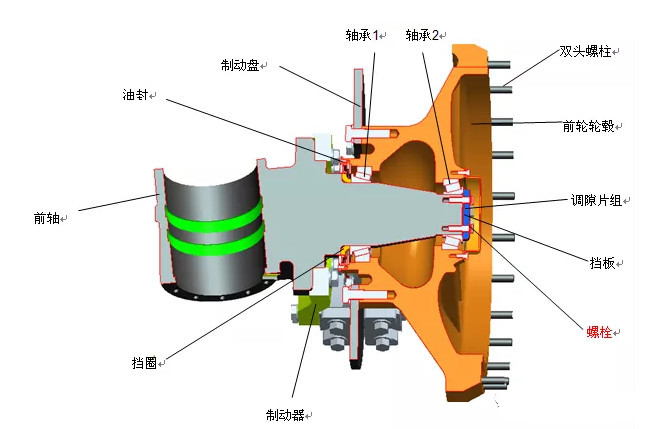
10.9级轴承调隙螺栓,规格为M20×65,40Cr钢制作,表面达克罗处理。螺栓安装在车辆前轴与轴承挡板上用于固定轴承调隙组片。共安装六枚螺栓,安装扭矩为390-400N·m,采用锁止钢丝锁紧,车辆服役3435小时后轴承损坏,轴承内圈掉出轮毂,前轴端部下方磨损严重,六颗螺栓全部断裂。
15.4.1试验过程与结果
从前轴里面取出的一件(半截螺栓),另取2件完好件,分析断裂原因。
首先从螺栓安装图观察,断裂螺栓的安装位置在用于固定轴承调隙组片的轴承挡板上,见图15-17。
下一篇:大型提升机电动机滑动轴承的检修
天津万和盛业轴承为FAG轴承,SKF轴承,NTN轴承,igus易格斯轴承,直线滑动轴承,关节轴承,塑料轴承及滚珠丝杠天津经销,全系列完全自调心和免保养的工程塑料轴承延长机器寿命,降低成本,免润滑。
©2015-2017 天津万和盛业轴承有限公司 版权所有 津ICP备17006904-1号