社交网络




摘 要:针对某钢厂轧机减速机用241系列调心滚子轴承失效严重、寿命短的问题,对轴承的失效原因进行了分析,认为轴承承受了较大的轴向力和冲击力。在原轴承结构的基础上进行了设计改进,并阐述了大型钢保持架的加工方法。经实践验证,优化后的轴承应用后效果良好,寿命大为提升。 关键词:减速机;调心滚子轴承;保持架;设计改进;兜孔加工
0 前言
滚动轴承是工业基础件,被称为机械的关节。调心滚子轴承能承受轴向和径向双向载荷,具有调心功能,可以补偿轴弯曲变形以及配合面的不对中,因此被广泛应用于工业齿轮箱中,被称为“万能轴承”。然而现实工况十分复杂,并没有完美的轴承适应所有的场合。文献中详细阐述了工业齿轮箱中调心滚子轴承的受力和滚子运动情况。在轴向力与径向力比值偏大、大冲击载荷的工况下,滚动体会出现单列受载,将产生额外冲击载荷,滚动体和保持架容易损伤,造成轴承提前失效,达不到其计算寿命,影响减速机的使用,但并未给出解决方案。为此,结合实例,本文作者对轧机减速机用调心滚子轴承进行优化设计,探讨解决方案。
国内某钢厂热轧生产线主减速机中采用斜齿轮传动,轴承选用241系列调心滚子轴承,轴承内径达到480mm,外径790mm,宽度308mm,属于大型轴承。该减速机使用过程中,轴承寿命短,易损坏。在对损坏轴承进行分析后,不拘泥于常规设计思路,进行了轴承结构改进和加工。经应用后轴承的寿命得到了极大提升,减少了生产停顿和轴承替换成本。
1 原轴承结构及使用工况
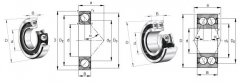
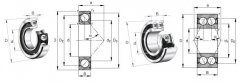
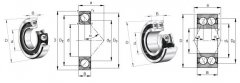
该减速机高速轴固定端轴承使用241系列CA型调心滚子轴承,轴承结构如图1所示。轴承由外圈、内圈、滚动体、车制保持架和固定中挡边组成。外圈有注油孔,内圈带外挡边。套圈材料GCr15SiMn。精度P0级,游隙C0级。轴承转速0~180~425r/min。工作温度-25~50℃。460#齿轮油循环润滑。由于轴承受力情况不详,其间分别尝试过:
(1)某国外公司轴承,铜保持架结构,滚子数量分别尝试过22粒及21粒,所用轴承寿命为5~6个月。失效形式是铜保持架断齿。
(2)某国产公司分体钢保持架,寿命4个月左右,失效形式是钢实体保持架底副断裂。
(3)某国外公司轴承,4个半保持架铆接的CA结构,出现铆钉错位。




上一篇:磨床精度与滚动轴承的应用
下一篇:某轴承调隙螺栓断裂原因分析
天津万和盛业轴承为FAG轴承,SKF轴承,NTN轴承,igus易格斯轴承,直线滑动轴承,关节轴承,塑料轴承及滚珠丝杠天津经销,全系列完全自调心和免保养的工程塑料轴承延长机器寿命,降低成本,免润滑。
©2015-2017 天津万和盛业轴承有限公司 版权所有 津ICP备17006904-1号