社交网络




磨床的主轴承有滑动轴承和滚动轴承两大类。其中滑动轴承又有动压、静压、动静压等多种类型。各磨床制造厂有其不同的结构形式,并有自己的系列规格。因此磨床滑动轴承都不通用,由各制造厂自己设计制造并在售后为用户提供备品配件。
随着滚动轴承制造技术的进步,滚动轴承在运转性能、精度和寿命等方面有了很大提高。在磨床主轴承设计中逐渐地改变着以滑动轴承为主导地位的状况,现在磨床砂轮主轴承设计结构中,应用滚动轴承的除传统的刀具磨床外还广泛地在齿轮、螺纹、花键、平面、外圆等磨床上应用,而变频调速的电主轴则是典型的滚动轴承结构,且因陶瓷滚珠的应用进一步提高了滚动轴承的高速运转性能。
磨床常用轴承
磨床主轴承通常应用如下几类滚动轴承:
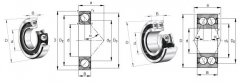
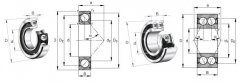
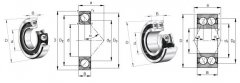
(1)成对主轴轴承(径向推力球轴承)
平面、内圆、齿轮、螺纹、花键等磨床的砂轮主轴承和齿轮、螺纹、花键等磨床的头架主轴承(顶尖转动型)。
(2)双列滚锥轴承
万能外圆磨床的头架主轴承、轧辊磨床的头尾架主轴承(顶尖转动型)。
(3)双列滚柱轴承
双端面磨床、辊环磨床砂轮主轴承和轧辊磨床头尾架主轴承(顶尖转动型)。
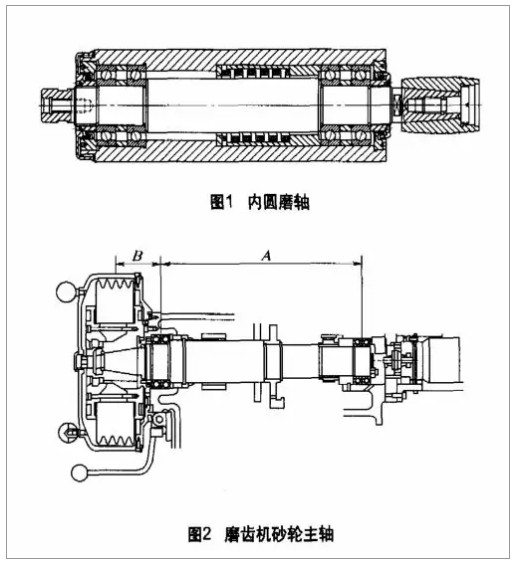
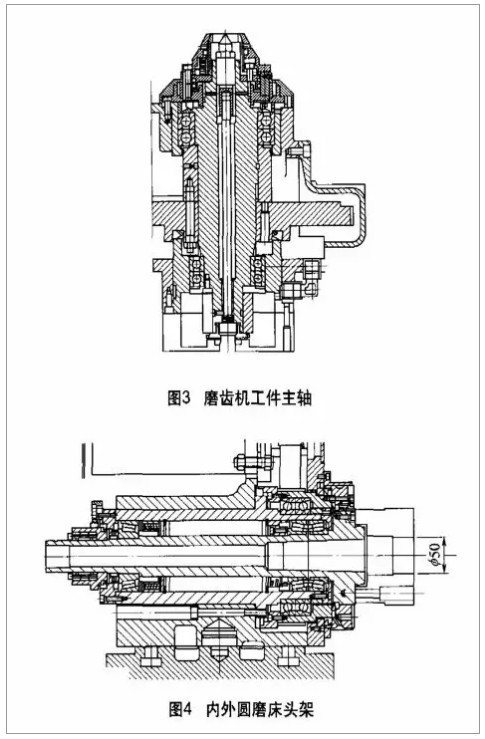
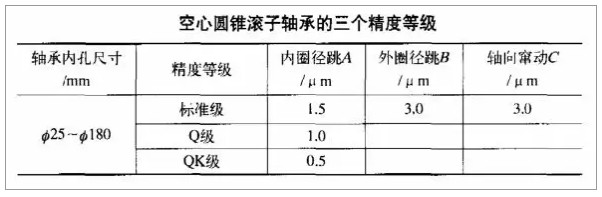
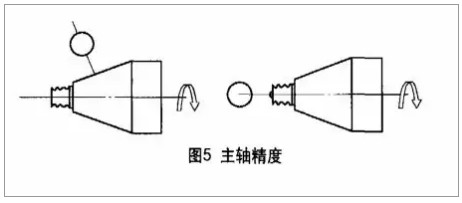
以下各图为磨床中应用*广泛的主轴轴承中具有代表性的几种主轴系统结构。图1为内圆磨轴,图2为蜗杆砂轮磨齿机的砂轮主轴,图3为其工件主轴。螺纹磨床的砂轮主轴和工件主轴也基本相同。图4为万能外圆磨床(内、外圆磨床)的滚动轴承头架,采用了空心圆锥滚子轴承。该轴承生产厂分三个精度等级,见附表所示。

上一篇:降低球磨机传动系统振动大的措施
天津万和盛业轴承为FAG轴承,SKF轴承,NTN轴承,igus易格斯轴承,直线滑动轴承,关节轴承,塑料轴承及滚珠丝杠天津经销,全系列完全自调心和免保养的工程塑料轴承延长机器寿命,降低成本,免润滑。
©2015-2017 天津万和盛业轴承有限公司 版权所有 津ICP备17006904-1号