社交网络




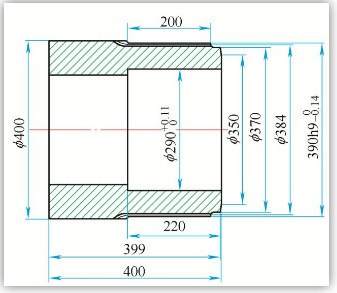
某外花键轴直径为390mm,内孔有效壁厚为40mm,内孔要求淬火后变形<0.1mm,使用额定功率为250kW中频电源进行感应加热淬火,因花键直径较大,需要对花键部位进行预热后再加热淬火,因预热、淬火加热时产生大量的热量,内孔不喷淋冷却温度达到500℃,为了减少内孔变形,在淬火过程中对内孔进行喷淋冷却,从而减少了内孔变形量。
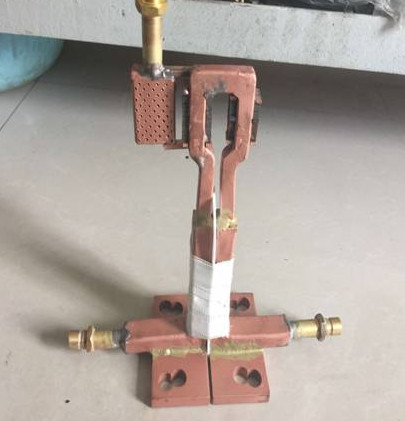
为了提高轴端面耐磨性,需要对轴圆周方向端面进行感应加热淬火,原工艺方法采用整个端面感应加热淬火方法,感应器结构覆盖整个被加热端面,此种方法感应器制作成本高,感应器较重,随着淬火直径的变化,感应器通用性较差。为了避免以上不足,对感应淬火方法进行改进,改为端面扫描淬火方法。

上一篇:警惕轴承润滑不足的四个阶段
下一篇:轧机轴承失效原因有哪些
天津万和盛业轴承为FAG轴承,SKF轴承,NTN轴承,igus易格斯轴承,直线滑动轴承,关节轴承,塑料轴承及滚珠丝杠天津经销,全系列完全自调心和免保养的工程塑料轴承延长机器寿命,降低成本,免润滑。
©2015-2017 天津万和盛业轴承有限公司 版权所有 津ICP备17006904-1号